


Quality and process control systems are ever more used to support production of heat-treated glass products. Distortion and flatness scanners, which were introduced over two decades ago, are now prevalent at high quality fabricators and, in recent years, there has been growing sensitivity to anisotropy, with numerous new systems being introduced to measure anisotropy during production of heat-strengthened and tempered glass.
 |  |
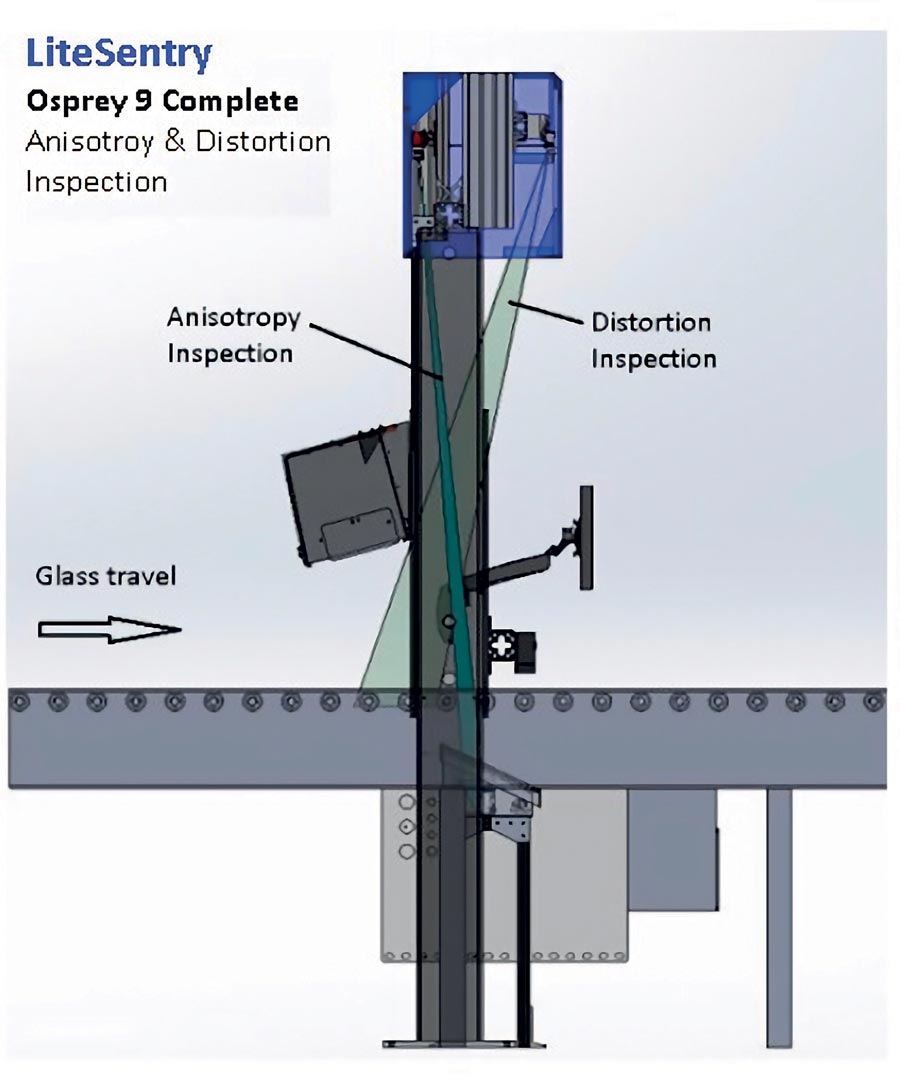
Eric Hegstrom – VP Technology, LiteSentry
We have seen widespread adoption of quality and process control systems to support production of heat-treated glass products. Distortion and flatness scanners were introduced over two decades ago and are now prevalent at high quality fabricators. Many high profile projects now require distortion measurements to be performed on every part manufactured. In recent years there has been growing sensitivity to anisotropy which may cause objectionable levels of iridescence. Recently, many new systems have been introduced to measure anisotropy during production of heat-strengthened and tempered glass.
We are often asked to explain why one needs to measure both distortion and anisotropy. What follows is a quick overview of theses two independent physical properties and why both should be measured and controlled. With a little explanation it will be clear why the answer to the question “Do I need to measure both distortion and anisotropy?” is most definitely “yes”.
DISTORTION
When we speak of distortion we are talking about localized warpage (deviation from flatness) of the glass caused by the heat treatment. Glass tempering and heat-strengthening involve heating and controlled cooling of the product to set up an internal stress gradient. This process always imparts some physical distortion which causes reflected images to be optically distorted. Without automated process control this distortion can easily reach an objectionable level.
Parts with objectionable distortion are a challenge for the human to visually evaluate in the production environment. An objectionable part often remains unnoticed until final product assembly, or worse yet, until after site installation which is an extremely expensive experience.
Examples of two of the more prevalent types of glass distortion, known as roller-wave and hammer or pocket distortion, can be seen in Figure 1 and Figure 2.


In addition to controlling the high visual quality of the end product, measuring and controlling distortion is critical to any downstream processing that is sensitive to the physical flatness of the glass. Production of high quality laminated parts is especially sensitive to the flatness of the monolithic components. Fabricators who install distortion quality control systems see significant increase in yield and are often able to make other process improvements such as using thinner interlayer material.
An automated distortion scanner is key to making top quality tempered products. It is technically possible to make rudimentary hand gauge measurements over a small area of a small percentage of products, but this is resource intensive and not well suited to large scale fabrication. A proper process control system requires 100 per cent online measurement and immediate feedback. The good news is that automated distortion inspection systems have gained widespread acceptance at high quality glass fabricators since their introduction over 20 years ago.
ANISOTROPY
Anisotropy, through the associated effect of iridescence, manifests as a ghostly pattern of dark and light areas in a piece of glass when it is exposed to a polarized light source or when viewed through polarized sunglasses. The industry is quickly reacting to evolving customer demand to measure and control this effect. Below is an example of this problem on a high-profile building The tempering process intentionally creates high surface and centre stresses. The goal is the theoretically perfectly balanced state seen in Figure 3. When the stress bands are balanced there is no net effect on polarized light and therefore no possibility of iridescence. In practice there are always some areas of unbalanced stress as seen in Figure 4.


These areas of imbalance will affect light differently based on its state of polarization causing ghostly iridescence patterns to be visible under certain lighting conditions. This effect is quantified by the optical property known as retardance which is typically measured in nano-metres (nm).
DISTORTION AND ANISOTROPY ARE DISTINCT AND INDEPENDENT
As explained previously, distortion and anisotropy are distinct properties. This makes perfect sense since each property has a fundamentally different cause. Anisotropy is due to an internal imbalance of stress inside the body of the glass. Distortion is caused by the physical deformation or local warpage of the glass. Compounding the situation is the fact that physical distortion may relieve some of the stress imbalance thereby actually reducing the level of anisotropy.
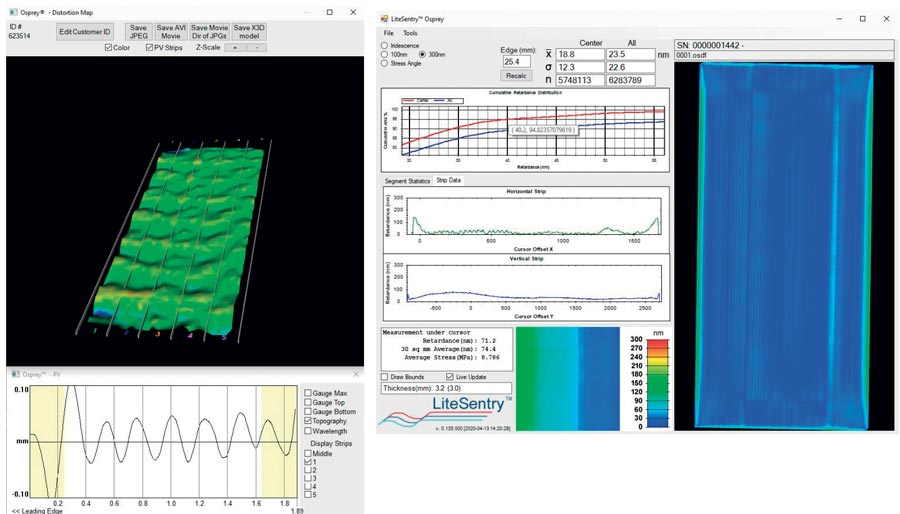
On this page, we can see are typical production parts that clearly demonstrate that distortion and anisotropy are distinct and independent. The first example is a detail view of a single part with objectionable pocket distortion shown in the left measurement and very low levels of anisotropy shown in the right measurement.
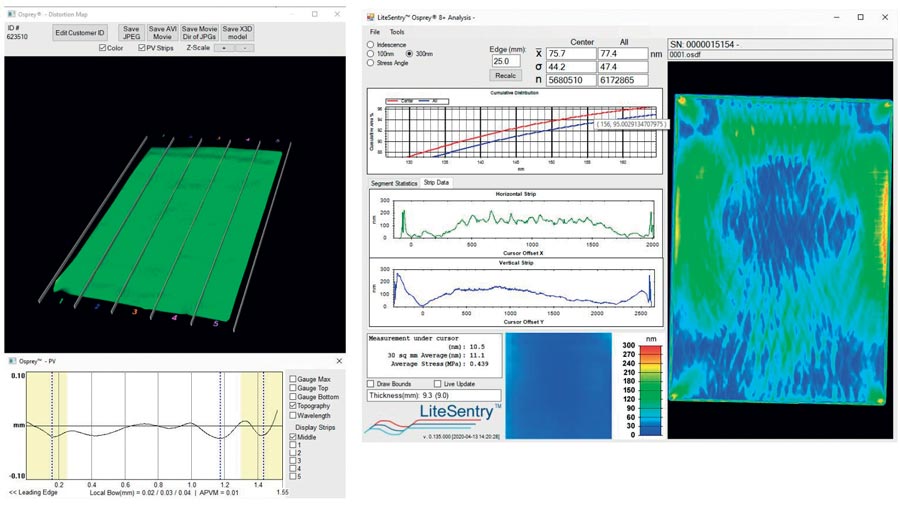
The next example is a part with just the opposite characteristics. It has very low distortion shown in the left measurement and objectionable levels of anisotropy shown in the right measurement.
THE NEED TO MEASURE BOTH DISTORTION AND ANISOTROPY
As evidenced by its widespread adoption since the year 2000, distortion measurement has proven itself a powerful tool for controlling the tempering and heat strengthening process. Anisotropy specifications are a more recent requirement and standards are still being quickly developed and implemented. It is clear that measurement and control of both distortion and anisotropy is required to produce the highest quality tempered and heat-strengthened products demanded by the industry.

![]()
LiteSentry LLC
www.litesentry.com